
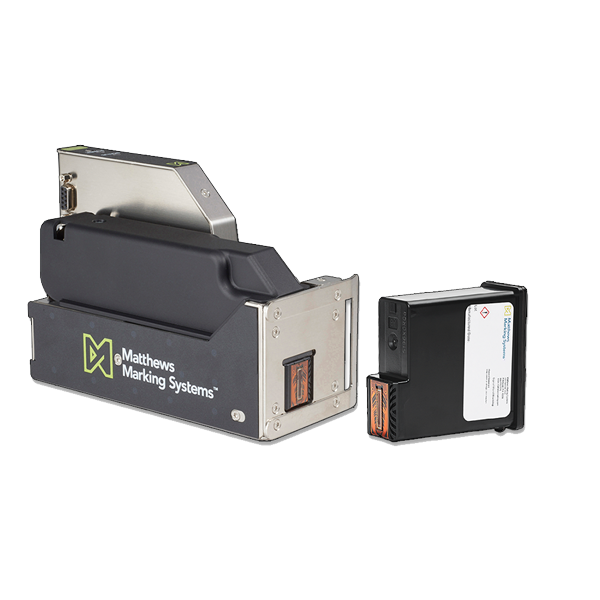
Thermal InkJet Printers

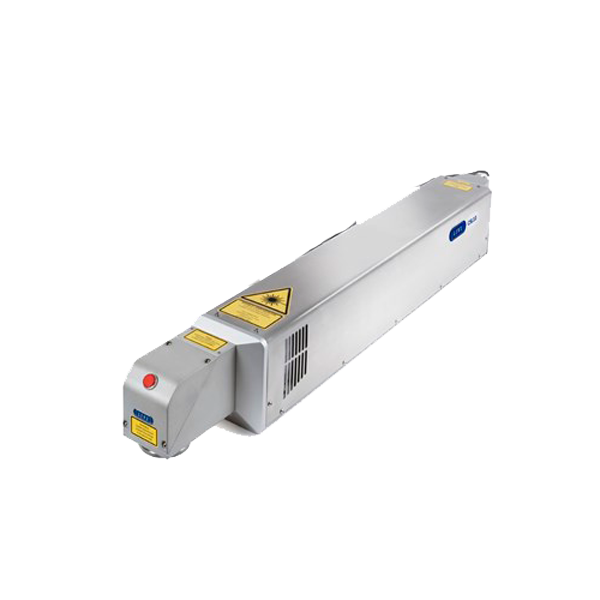
CIJ / Laser coders / Thermal Printers

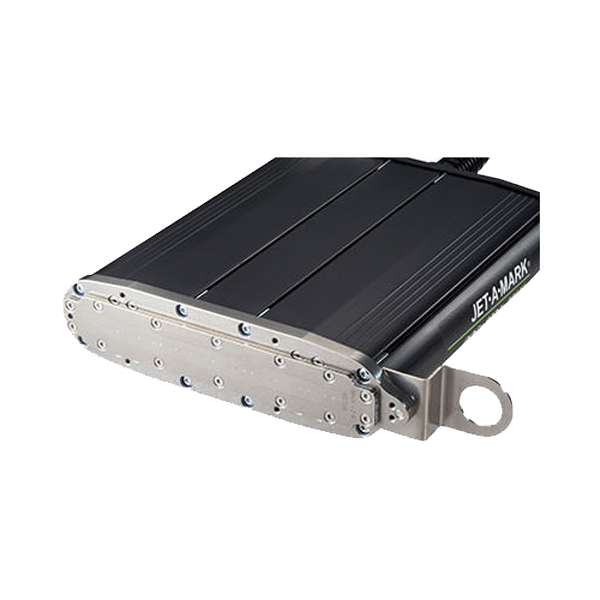
TIJ / DOD / Carton Coding

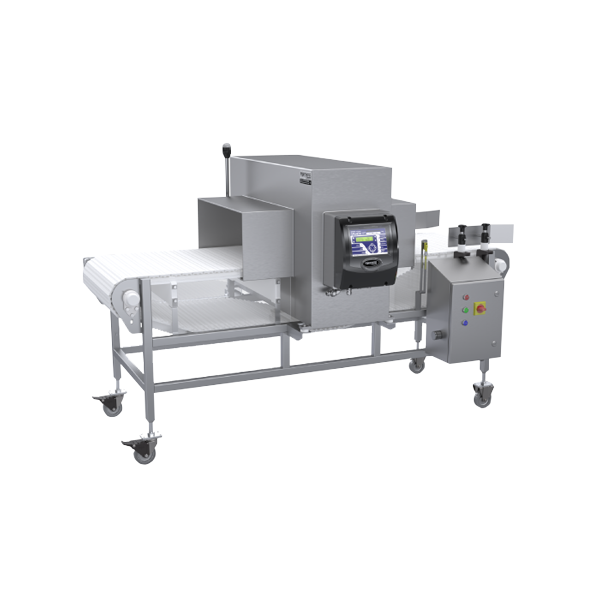
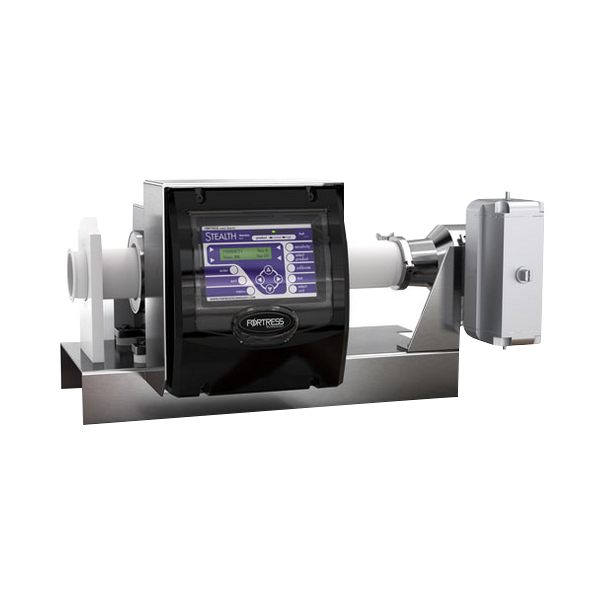
Metal Detectors

Checkweighers

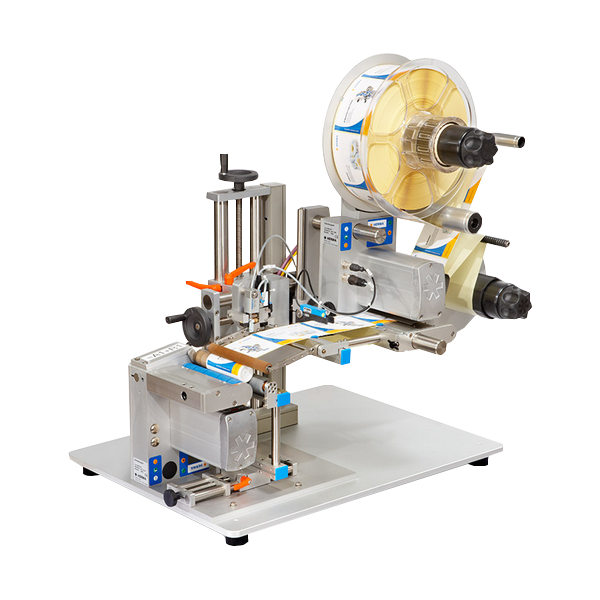
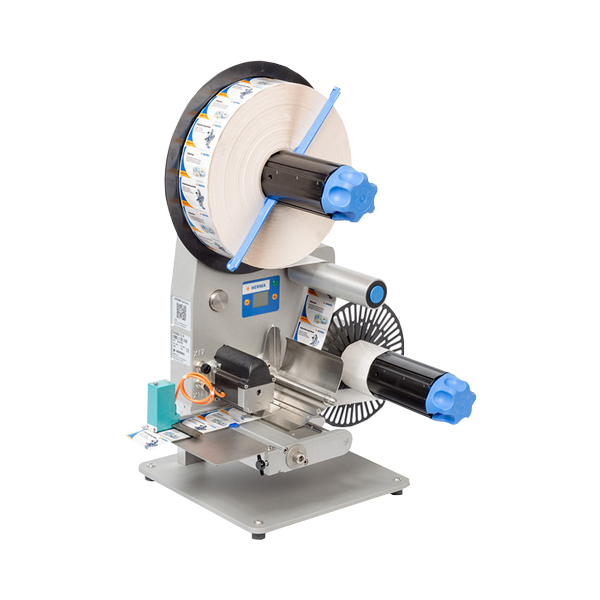
Print and Apply

Label Applicator

X-Ray













































Kindly complete all fields below to continue
Kindly complete all fields below to continue
Kindly complete all fields below to continue